Shelton Iron and Steel Co | Shelton Bar | Earl
Granville Works
![]()
![]()
![]()
How it works: The Blast Furnace
| back to 'How the plant works' |
 The purpose of a blast furnace is to chemically
reduce and physically convert iron oxides into liquid iron called "hot
metal". The blast furnace is a huge, steel stack lined with refractory
brick, where iron ore, coke and limestone are dumped into the top, and preheated
air is blown into the bottom. The raw materials require 6 to 8 hours to descend
to the bottom of the furnace where they become the final product of liquid slag
and liquid iron. These liquid products are drained from the furnace at regular
intervals. The hot air that was blown into the bottom of the furnace ascends to
the top in 6 to 8 seconds after going through numerous chemical reactions. Once
a blast furnace is started it will continuously run for four to ten years with
only short stops to perform planned maintenance.
The purpose of a blast furnace is to chemically
reduce and physically convert iron oxides into liquid iron called "hot
metal". The blast furnace is a huge, steel stack lined with refractory
brick, where iron ore, coke and limestone are dumped into the top, and preheated
air is blown into the bottom. The raw materials require 6 to 8 hours to descend
to the bottom of the furnace where they become the final product of liquid slag
and liquid iron. These liquid products are drained from the furnace at regular
intervals. The hot air that was blown into the bottom of the furnace ascends to
the top in 6 to 8 seconds after going through numerous chemical reactions. Once
a blast furnace is started it will continuously run for four to ten years with
only short stops to perform planned maintenance.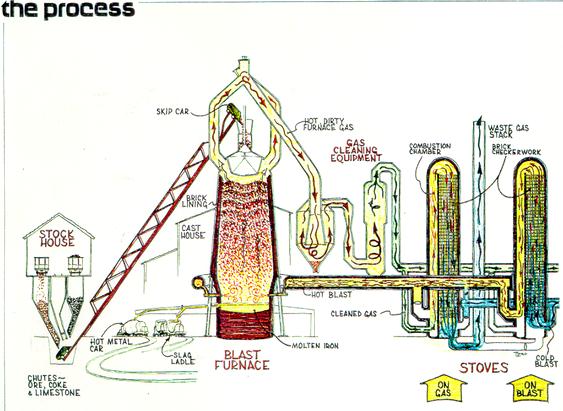
Iron oxides can come to the blast furnace plant in the form of raw ore, pellets or sinter. The raw ore is removed from the earth and sized into pieces that range from 0.5 to 1.5 inches. This ore is either Hematite (Fe2O3) or Magnetite (Fe3O4) and the iron content ranges from 50% to 70%. This iron rich ore can be charged directly into a blast furnace without any further processing. Iron ore that contains a lower iron content must be processed or beneficiated to increase its iron content. Pellets are produced from this lower iron content ore. This ore is crushed and ground into a powder so the waste material called gangue can be removed. The remaining iron-rich powder is rolled into balls and fired in a furnace to produce strong, marble-sized pellets that contain 60% to 65% iron. Sinter is produced from fine raw ore, small coke, sand-sized limestone and numerous other steel plant waste materials that contain some iron. These fine materials are proportioned to obtain a desired product chemistry then mixed together. This raw material mix is then placed on a sintering strand, which is similar to a steel conveyor belt, where it is ignited by gas fired furnace and fused by the heat from the coke fines into larger size pieces that are from 0.5 to 2.0 inches. The iron ore, pellets and sinter then become the liquid iron produced in the blast furnace with any of their remaining impurities going to the liquid slag.
The coke is produced from a mixture of coals. The coal is crushed and ground into a powder and then charged into an oven. As the oven is heated the coal is cooked so most of the volatile matter such as oil and tar are removed. The cooked coal, called coke, is removed from the oven after 18 to 24 hours of reaction time. The coke is cooled and screened into pieces ranging from one inch to four inches. The coke contains 90 to 93% carbon, some ash and sulphur but compared to raw coal is very strong. The strong pieces of coke with a high energy value provide permeability, heat and gases which are required to reduce and melt the iron ore, pellets and sinter.
The final raw material in the ironmaking process in limestone. The limestone is removed from the earth by blasting with explosives. It is then crushed and screened to a size that ranges from 0.5 inch to 1.5 inch to become blast furnace flux . This flux can be pure high calcium limestone, dolomitic limestone containing magnesia or a blend of the two types of limestone.
Since the limestone is melted to become the slag which removes sulphur and other impurities, the blast furnace operator may blend the different stones to produce the desired slag chemistry to create optimum properties such as has a low melting point and a high fluidity.
All of the raw materials are stored in an ore field and transferred to the stockhouse before charging. Once these materials are charged into the furnace top, they go through numerous chemical and physical reactions while descending to the bottom of the furnace.
The iron ore, pellets and sinter are reduced which simply means the oxygen in the iron oxides is removed by a series of chemical reactions. These reactions occur as follows:
1) 3 Fe2O3 + CO = CO2 + 2 Fe3O4 Begins at 450° C 2) Fe3O4 + CO = CO2 + 3 Fe O Begins at 600° C 3) FeO + CO = CO2 + Fe
or
FeO + C = CO + FeBegins at 700° C At the same time the iron oxides are going through these purifying reactions, they are also beginning to soften then melt and finally trickle as liquid iron through the coke to the bottom of the furnace.
The coke descends to the bottom of the furnace to the level where the preheated air or hot blast enters the blast furnace. The coke is ignited by this hot blast and immediately reacts to generate heat as follows:
C + O2 = CO2 + HeatSince the reaction takes place in the presence of excess carbon at a high temperature the carbon dioxide is reduced to carbon monoxide as follows:
CO2+ C = 2COThe product of this reaction, carbon monoxide, is necessary to reduce the iron ore as seen in the previous iron oxide reactions.
The limestone descends in the blast furnace and remains a solid while going through it s first reaction as follows:
CaCO3 = CaO + CO2This reaction requires energy and starts at about 875°C. The CaO formed from this reaction is used to remove sulphur from the iron which is necessary before the hot metal becomes steel. This sulphur removing reaction is:
FeS + CaO + C = CaS + FeO + COThe CaS becomes part of the slag. The slag is also formed from any remaining Silica (SiO2), Alumina (Al2O3), Magnesia (MgO) or Calcia (CaO) that entered with the iron ore, pellets, sinter or coke. The liquid slag then trickles through the coke bed to the bottom of the furnace where it floats on top of the liquid iron since it is less dense.
Another product of the ironmaking process, in addition to molten iron and slag, is hot dirty gases. These gases exit the top of the blast furnace and proceed through gas cleaning equipment where particulate matter is removed from the gas and the gas is cooled. This gas has a considerable energy value so it is burned as a fuel in the "hot blast stoves" which are used to preheat the air entering the blast furnace to become "hot blast". Any of the gas not burned in the stoves is sent to the boiler house and is used to generate steam which turns a turbo blower that generates the compressed air known as "cold blast" that comes to the stoves.
In summary, the blast furnace is a counter-current reaction where solids descend and gases ascend. In this reaction there are numerous chemical and physical reactions that produce the desired final product which is hot metal. A typical hot metal chemistry follows:
Iron (Fe) = 93.5 - 95.0% Silicon (Si) = 0.30 - 0.90% Sulphur (S) = 0.025 - 0.050% Manganese (Mn) = 0.55 - 0.75% Phosphorus (P) = 0.03 - 0.09% Titanium (Ti) = 0.02 - 0.06% Carbon (C) = 4.1 - 4.4%
![]()
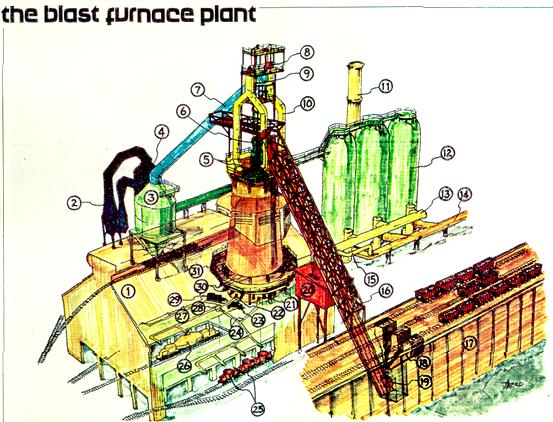
Now that we have completed a description of the ironmaking process, let s review the physical equipment comprising the blast furnace plant.
There is an ore storage yard that can also be an ore dock where boats and barges are unloaded. The raw materials stored in the ore yard are raw ore, several types of pellets, sinter, limestone or flux blend and possibly coke. These materials are transferred to the "stockhouse" (17) complex by ore bridges equipped with grab buckets or by conveyor belts. Materials can also be brought to the stockhouse in rail hoppers or transferred from ore bridges to self-propelled rail cars called "ore transfer cars". Each type of ore, pellet, sinter, coke and limestone is dumped into separate "storage bins" (18). The various raw materials are weighed according to a certain recipe designed to yield the desired hot metal and slag chemistry. This material weighing is done under the storage bins by a rail mounted scale car or computer controlled weigh hoppers that feed a conveyor belt. The weighed materials are then dumped into a "skip" car (19) which rides on rails up the "inclined skip bridge" to the "receiving hopper" (6) at the top of the furnace. The cables lifting the skip cars are powered from large winches located in the "hoist" house (20). Some modern blast furnace accomplish the same job with an automated conveyor stretching from the stockhouse to the furnace top.
At the top of the furnace the materials are held until a "charge" usually consisting of some type of metallic (ore, pellets or sinter), coke and flux (limestone) have accumulated. The precise filling order is developed by the blast furnace operators to carefully control gas flow and chemical reactions inside the furnace. The materials are charged into the blast furnace through two stages of conical "bells" (5) which seal in the gases and distribute the raw materials evenly around the circumference of the furnace "throat". Some modern furnaces do not have bells but instead have 2 or 3 airlock type hoppers that discharge raw materials onto a rotating chute which can change angles allowing more flexibility in precise material placement inside the furnace.
Also at the top of the blast furnace are four "uptakes" (10) where the hot, dirty gas exits the furnace dome. The gas flows up to where two uptakes merge into an "offtake" (9). The two offtakes then merge into the "downcomer" (7). At the extreme top of the uptakes there are "bleeder valves" (8) which may release gas and protect the top of the furnace from sudden gas pressure surges. The gas descends in the downcomer to the "dustcatcher", where coarse particles settle out, accumulate and are dumped into a railroad car or truck for disposal. The gas then flows through a "Venturi Scrubber" (4) which removes the finer particles and finally into a "gas cooler" (2) where water sprays reduce the temperature of the hot but clean gas. Some modern furnaces are equipped with a combined scrubber and cooling unit. The cleaned and cooled gas is now ready for burning.
The clean gas pipeline is directed to the hot blast "stove" (12). There are usually 3 or 4 cylindrical shaped stoves in a line adjacent to the blast furnace. The gas is burned in the bottom of a stove and the heat rises and transfers to refractory brick inside the stove. The products of combustion flow through passages in these bricks, out of the stove into a high "stack" (11) which is shared by all of the stove.
Large volumes of air, from 80,000 ft3/min to 230,000 ft3/min, are generated from a turbo blower and flow through the "cold blast main" (14) up to the stoves. This cold blast then enters the stove that has been previously heated and the heat stored in the refractory brick inside the stove is transferred to the "cold blast" to form "hot blast". The hot blast temperature can be from 1600°F to 2300°F depending on the stove design and condition. This heated air then exits the stove into the "hot blast main" (13) which runs up to the furnace. There is a "mixer line" (15) connecting the cold blast main to the hot blast main that is equipped with a valve used to control the blast temperature and keep it constant. The hot blast main enters into a doughnut shaped pipe that encircles the furnace, called the "bustle pipe" (13). From the bustle pipe, the hot blast is directed into the furnace through nozzles called "tuyeres" (30) (pronounced "tweers"). These tuyeres are equally spaced around the circumference of the furnace. There may be fourteen tuyeres on a small blast furnace and forty tuyeres on a large blast furnace. These tuyeres are made of copper and are water cooled since the temperature directly in front of the them may be 3600°F to 4200°F. Oil, tar, natural gas, powdered coal and oxygen can also be injected into the furnace at tuyere level to combine with the coke to release additional energy which is necessary to increase productivity. The molten iron and slag drip past the tuyeres on the way to the furnace hearth which starts immediately below tuyere level.
Around the bottom half of the blast furnace the "casthouse" (1) encloses the bustle pipe, tuyeres and the equipment for "casting" the liquid iron and slag. The opening in the furnace hearth for casting or draining the furnace is called the "iron notch" (22). A large drill mounted on a pivoting base called the "taphole drill" (23) swings up to the iron notch and drills a hole through the refractory clay plug into the liquid iron. Another opening on the furnace called the "cinder notch" (21) is used to draw off slag or iron in emergency situations. Once the taphole is drilled open, liquid iron and slag flow down a deep trench called a "trough" (28). Set across and into the trough is a block of refractory, called a "skimmer", which has a small opening underneath it. The hot metal flows through this skimmer opening, over the "iron dam" and down the "iron runners" (27). Since the slag is less dense than iron, it floats on top of the iron, down the trough, hits the skimmer and is diverted into the "slag runners" (24). The liquid slag flows into "slag pots" (25) or into slag pits (not shown) and the liquid iron flows into refractory lined "ladles" (26) known as torpedo cars or sub cars due to their shape. When the liquids in the furnace are drained down to taphole level, some of the blast from the tuyeres causes the taphole to spit. This signals the end of the cast, so the "mudgun" (29) is swung into the iron notch. The mudgun cylinder, which was previously filled with a refractory clay, is actuated and the cylinder ram pushes clay into the iron notch stopping the flow of liquids. When the cast is complete, the iron ladles are taken to the steel shops for processing into steel and the slag is taken to the slag dump where it is processed into roadfill or railroad ballast. The casthouse is then clean-up and readied for the next cast which may occur in 45 minutes to 2 hours. Modern, larger blast furnaces may have as many as four tapholes and two casthouses. It is important to cast the furnace at the same rate that raw materials are charged and iron/slag produced so liquid levels can be maintained in the hearth and below the tuyeres. Liquid levels above the tuyeres can burn the copper casting and damage the furnace lining.
CONCLUSION
The blast furnace is the first step in producing steel from iron oxides. The first blast furnaces appeared in the 14th Century and produced one ton per day. Blast furnace equipment is in continuous evolution and modern, giant furnaces produce 13,000 tons per day. Even though equipment is improved and higher production rates can be achieved, the processes inside the blast furnace remain the same. Blast furnaces will survive into the 2000 millennium because the larger, efficient furnaces can produce hot metal at costs competitive with other iron making technologies.NOTE:
This article was prepared by John A. Ricketts, Ispat Inland, Inc.This article is based on proprietary information kindly supplied by:-
ATSI Engineering
415 Commerce Dr.
Amherst NY
USA
![]()
questions/comments/contributions?
email: Steve Birks![]()
![]()