How the Bottle Kiln works........
![]()
How the Bottle Kiln works........
![]()
click for index page -
Bottle Kilns
Construction of the oven |
Placing ware in the oven | Firing
different types of ware | Firing a bottle oven
|
|
|
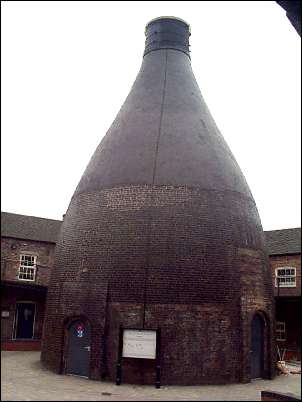
The most visible outer part, which is bottle shaped is known as the HOVEL and can be a variety of shapes and sizes, it can be up to seventy feet tall.
The
HOVEL acts as a chimney; taking away the smoke, creating air flow
and protecting the oven inside from the weather and uneven draughts.
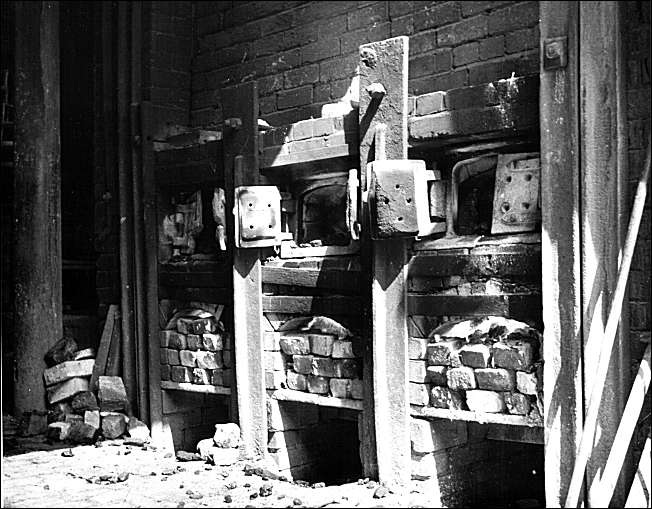
The inner part is the kin proper. It is a round structure with a domed roof, the CROWN, and its wall are approximately one foot thick.
Iron bands known as BONTS, set
about twelve inches apart, run right round the circular oven to
strengthen it as it expands and contracts during the firing.
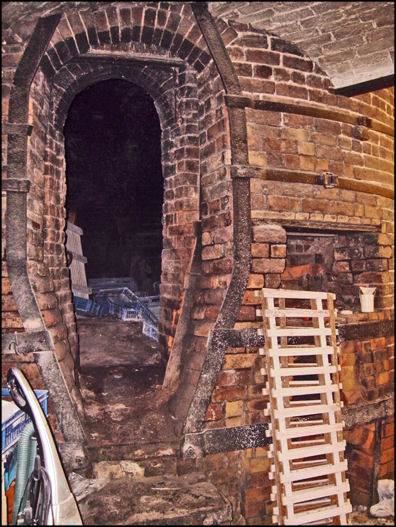
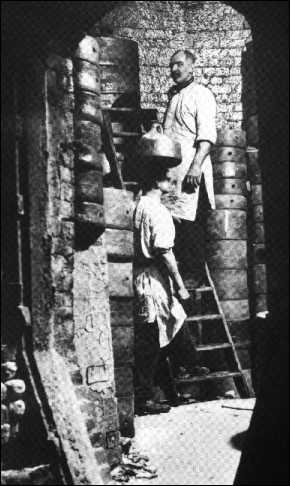
A doorway, the CLAMMINS or WICKET,
surrounded by a stout iron frame and just large enough for a man
with a SAGGAR on his head to pass through , is built into the
kiln.
|
![]()
|
|
|
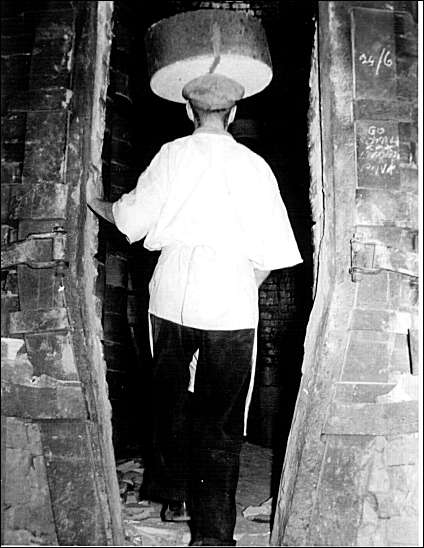
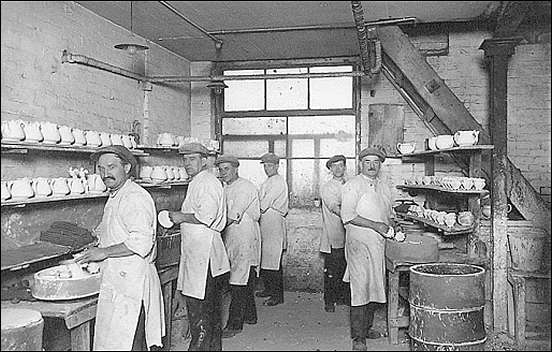
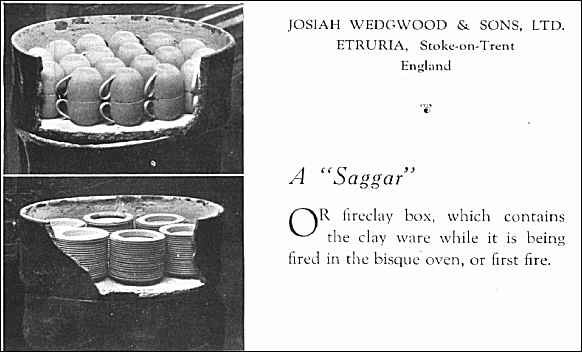
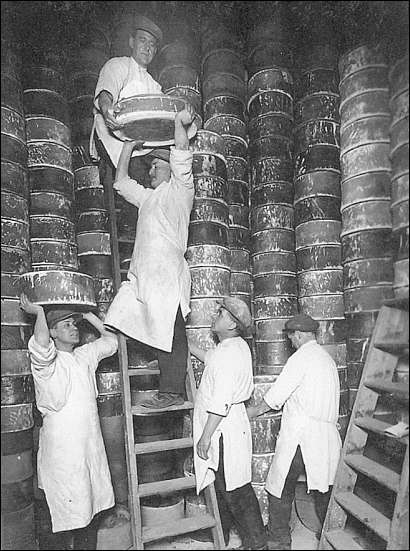
The ware to be fired was first arranged in fireclay boxes called SAGGARS which were then placed inside the oven.
The SAGGARS were arranged in vertical stacks called BUNGS which extended from the floor of the oven to the ceiling. When they were full, the SAGGARS were carried into the oven by PLACERS, who balanced them on their shoulders and heads. The weight of a full SAGGAR was approximately half a hundred weight. To protect their heads and to keep the SAGGARS in place, the PLACERS wore rolls made from old stockings which were wedged into the front of each man's cap. Ware was arranged differently in the SAGGARS, according to whether it was BISCUITWARE (all pottery after its first firing) or GLOSTWARE (ware in the process of being glazed).
|
![]()
|
|
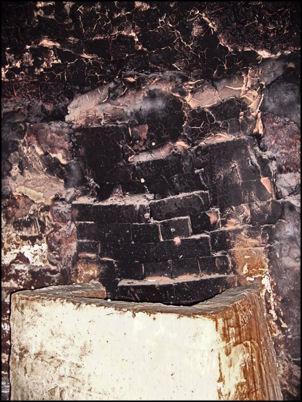
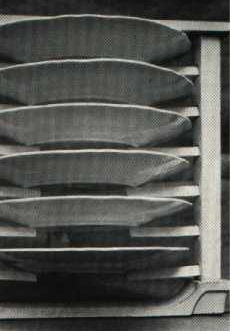
Because the floor of the oven was sloping, the heavy BUNGS had to be wedged with pieces of broken SAGGAR, to enable them to stand upright. Because the temperatures within the oven varied widely, it was necessary to place the different types of ware in carefully selected locations.
...... "Terribly skilled jobs, you see. If the smoke got in it,
it was all up with the ware inside, you see. Sulphur and all sorts
of stuff out of the coal would disfigure that" |
![]()
|
|
|
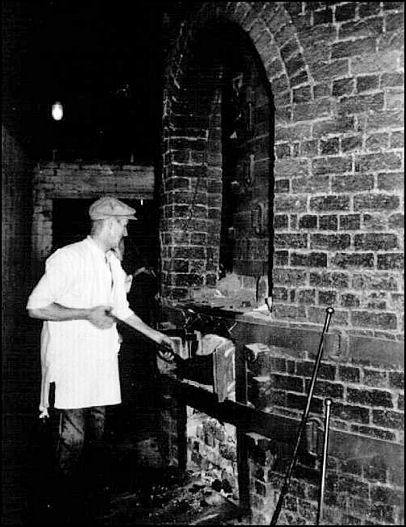
On average, the bottle ovens were fired once a week. A BISCUIT (first) firing took three days and a GLOST (second) firing took two days. It required about fifteen tons of coal to fire one bottle oven once, and almost half the heat generated would go up the bottle shaped chimney as smoke.
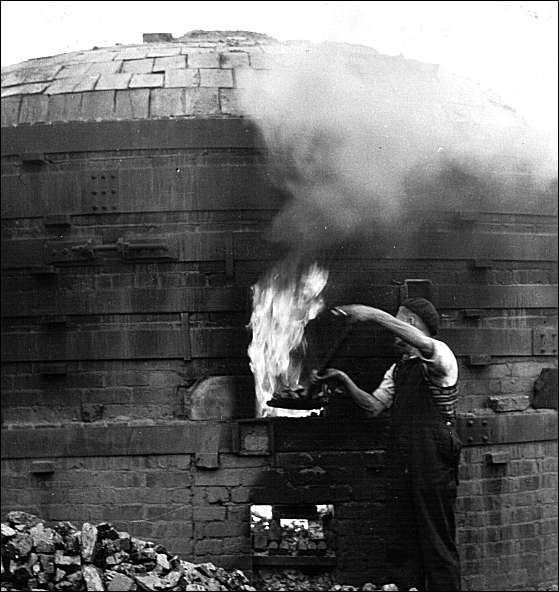
The smoke, emerging sixty feet up, would eddy and curl down onto the buildings and street, even entering workshops and houses through ill-fitting windows and half open doors, so that the air became terribly polluted. In Longton the town with the greatest number of bottle ovens, it used to be said, "It's a fine day if you can see the other side of the road", and when the bottle ovens were firing it was almost impossible to see your hand held in front of your face.
|
![]()
![]()
 |
|
|
click
for index page - Bottle Kilns |