![]()
|
The
Story of J. & G. Meakin - 1851-1951 |
| Index Map of the City |
1851
& all that James the Elder |
James
Meakin George Meakin |
Post
WWI George Elliot Meakin |
Reconstruction Neotechnic Works |
Between
the Wars Agents |
|
|
|
RECONSTRUCTION
Let us now put the achievements of James, George and George Elliot Meakin into perspective by outlining recent developments at the Eagle and Eastwood factories. Some years before World War II the firm embarked upon a massive scheme of reconstruction at the Eagle factory. The programme was characteristically bold, for it necessitated an almost complete abandonment of existing plant and the erection of new buildings, ovens and machines. It meant, in effect, a new factory capable of exploiting every new development in the technique of potting. Rebuilding began in earnest in 1936. Within two years the first biscuit tunnel oven had been completed and the first glost kiln was in operation by September, 1939. The war held up further progress for six years, during which time the firm operated under great difficulties, but by 1946 the rebuilding programme was once more in full swing.
In step with these developments were the reconstruction and electrification of the mill, the introduction of semi-automatic making-machines and an entirely new system of internal transport (by monorail, pipe-line, conveyor belt and self-propelled trucks), the erection of a large engineering department and the extension and modernisation of the research laboratories. The warehousing and stocking system is being completely reorganised, the old wooden pens ranged along the warehouse walls being superseded by steel pallet boxes which are moved about and stacked by means of Fork Lift Trucks. The programme of reconstruction is not yet completed and one is justified, perhaps, in asserting that it never will be; for the blueprints of further major operations are already in existence. No firm in the pottery industry can remain for long in the van of progress unless its plans are flexible and adaptable. In potting, as in so many walks of life, the price of success is eternal vigilance. In terms of bricks and mortar there is very little left at the Eagle factory to remind the visitor of the days of James and George Meakin. A portion of the block of buildings near the lodge gates is outwardly as originally built and includes the stone with the date 1859 inscribed, denoting the year the brothers moved in from their premises in Market Street, Hanley. How long these relics will continue to resist the march of Neotechnics remains to be seen. At the Eastwood factory many improvements have taken place during recent years; warehouses and workshops have been rebuilt, a conveyor system installed, the engineering shop refitted, and equipment in general replaced by the most efficient available. |
|
|

Cup Making

Biscuit Warehouse with
conveyors
|
|
|
NEOTECHNIC FACTORIES
Readers unacquainted with the routine processes of pottery manufacture may be interested in the following, based on an article (published in the magazine Pottery and Glass in 1948) describing the work of reconstruction at the Eagle factory:
|
|
|

Dipping and Cranking Department
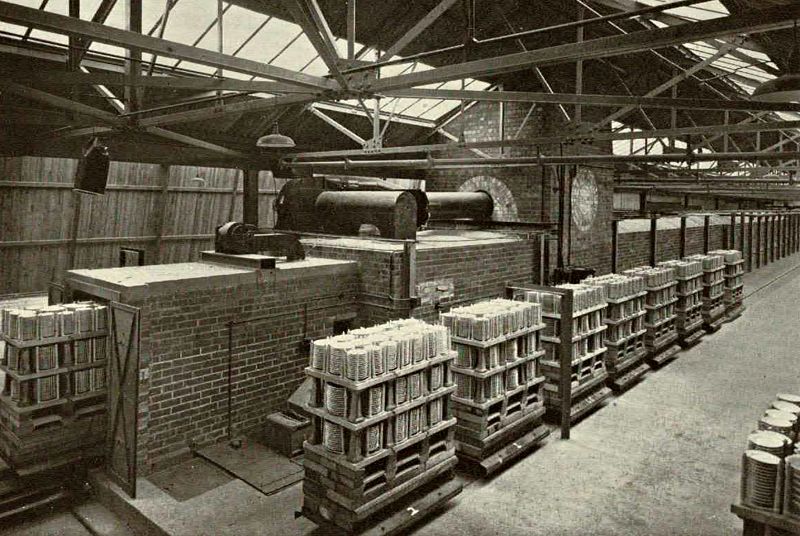
Glost Tunnel Kiln with filled
trucks
|
|
|
ONE MILLION PIECES A WEEK
We have come a long way since 1851 when "J" and "G" joined their father, James Meakin, at the Cannon Street works. To-day the firm's factories have an output of about one million pieces a week, and of this quantity approximately eighty per cent. is exported. Potting is, of course, one of Britain's most important export industries. Its value to the national exchequer is substantial in terms of currency earned (in recent years the equivalent of some £14 millions per annum), and the bulk of its trade is confined to markets from which Britain, in exchange, obtains her key imports of raw materials and foodstuffs.
|
|
|
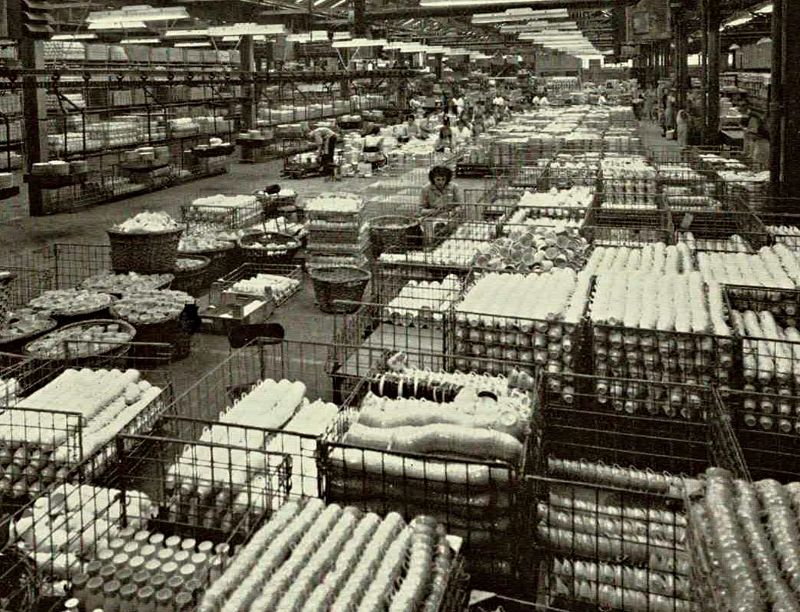
Glost Sorting Warehouse

Lithographing
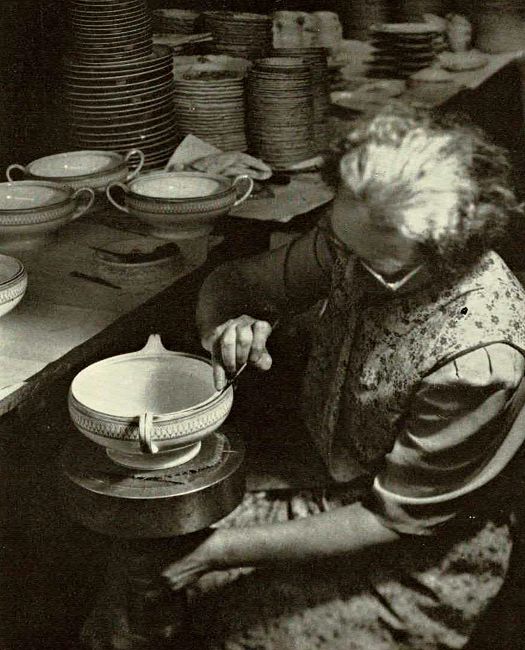
Gilding
|
|
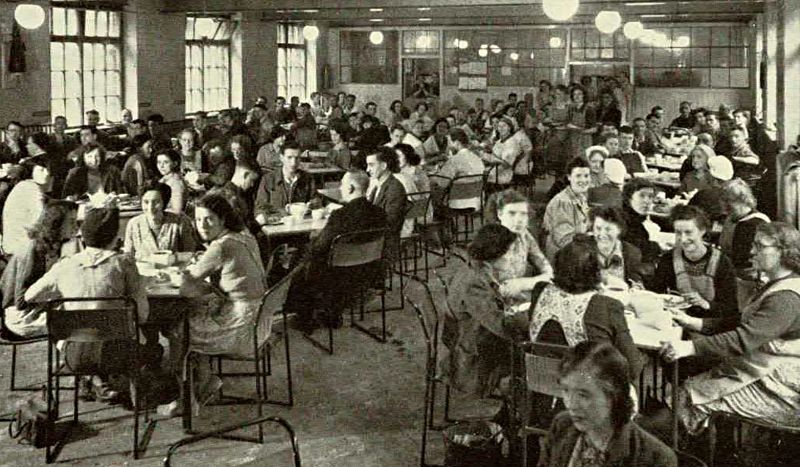
Eastwood Canteen
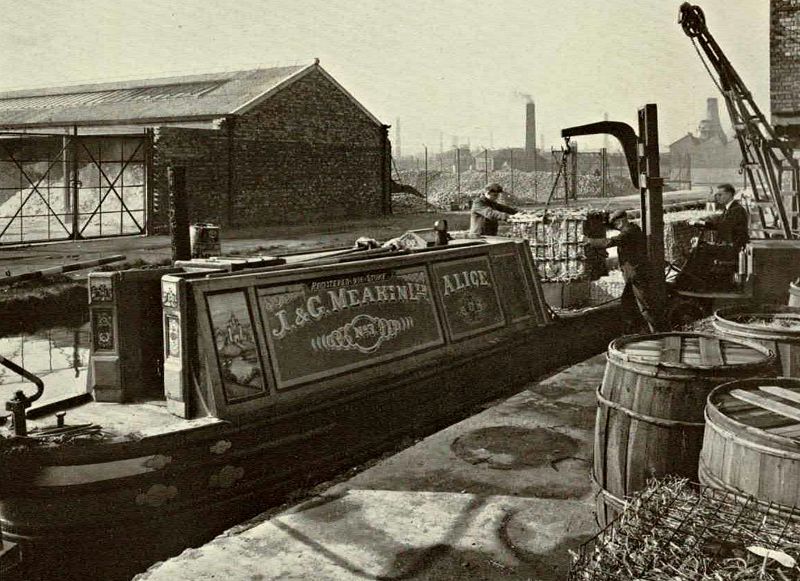
Canal Boat loading with Crates
of Ware

The Playing Fields adjoining
the Works
|
|
|
This section created 2 May 2026 |